Jūsu Tīmekļa pārlūks nespēj pilnvērtīgi attēlot šo lapu, jo šī lapa ir būvēta balstoties uz moderniem Tīmekļa standartiem. Lai apskatītu šo lapu, aicinām Jūs izvēlēties kādu no modernajiem Tīmekļa pārlūkiem, kas pieejami zemāk.
Bezmaksas pārlūkprogrammas - visas pārlūkprogrammas nodrošina vienādas pamatfunkcijas un ir viegli lietojamas. Izvēlieties, kuru pārlūkprogrammu vēlaties lejupielādēt:
MSG metināšana ir plašāk pielietotais metināšanas process. Iedalījums: Metālam aktīvas gāzes metināšana (MAG) un Metālam neaktīvas gāzes metināšana (MIG)
GMA METINĀŠANA
PROCESA APRAKSTS
MSG metināšana ir plašāk pielietotais metināšanas process. Atkarībā no metinātā pamatmateriāla un izmantotās aizsarggāzes gāzes process tiek iedalīts:
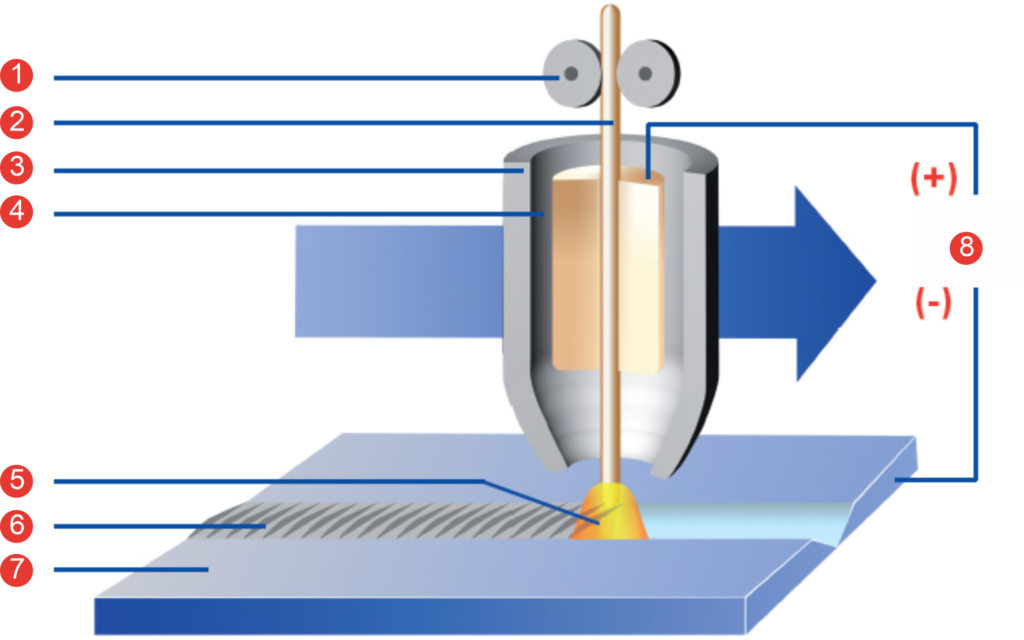
Abos gadījumos procedūra ir vienāda. Stieples elektrodu padod ar rullīšu palīdzību un izkausē zem aizsarggāzes apvalka. Diagramma ilustrē struktūru MSG metināšanas procesā.
Metināšanas aizsarggāzes – dažādas pēc sastāva un īpašībām, ar atšķirīgu ietekmi uz metināšanas šuves izskatu. To galvenais uzdevums ir, pasargāt metināšanas kausējumu no atmosfēras ietekmes. Apkārtējā gaisā ir slāpeklis, skābeklis un mitrums, kas atkarībā no metināmās detaļas materiāla var negatīvi ietekmēt metinājumu.
Aizsarggāzes ietekmē:
Metāla pārneses raksturu
Metināšanas plūsmas īpašības
Loka degšanas īpašības
Loka stabilitāti
Siltuma pārnesi
Šuves iespiešanās profilu
Metinājuma metāla ķīmisko sastāvu
Šļakatu daudzumu un izmēru
ELME MESSER GAAS RISINĀJUMI
ELME MESSER GAAS piedāvā aizsarggāzes MSG metināšanai. Atkarībā no pielietojuma un metināmā materiāla tiek izmantotas gāzes ar zīmolu nosaukumiem Ferroline, Inoxline vai Aluline.
TIG metināšanā veidojas elektriskais loks metināmo detaļu un volframa elektrodu.
TIG METINĀŠANA
PROCESA APRAKSTS
TIG metināšana ir piemērota visiem metālu materiāliem. TIG metināšanā veidojas elektriskais loks metināmo detaļu un volframa elektrodu. Pildvielas metāls tiek pievienots atsevišķi manuāli vai mehāniski. Aizsarggāzes gāzes uzdevums ir aizsargāt elektrodu un kausējuma vannu no atmosfēras negatīvās ietekmes. Jo īpaši skābeklļa, kas noved pie elektroda sabrukuma. Procesā var izmantot gan līdzstrāvu, gan maiņstrāvu. Tērauda, vara, niķeļa sakausējumu, titāna un cirkonija metināšanai parasti izmanto līdzstrāvu ar negatīvi lādētiem elektrodiem. Maiņstrāva tiek izmantota alumīnijam.
ELME MESSER GAAS piegādā aizsarggāzes TIG metināšanai. Augsti leģētam tēraudam un materiāliem, kuru pamatā ir Ni, var pievienot nelielu daļu reducējoša komponenta – 2 līdz 7,5% ūdeņraža. Atkarībā no komponenta biezuma, vieglajiem metāliem un varam, var būt piemērota hēlija pievienošana (līdz pat 90%) .
Metināšanas šuve jāaizsargā no saskares ar skābekli apkārtējā gaisā. Aizsarggāzes tiek izmantotas abās - TIG un MAG metināšanā.
METINĀŠANA AIZSARGGĀZU VIDĒ (FORMĒŠANA)
PROCESA APRAKSTS
Metinot augsti leģētu tēraudu, metinājuma šuve ir jāaizsargā no saskares ar skābekli apkārtējā vidē. Šuves aizsardzība tiek izmantota gan TIG, gan MAG metināšanā. Parasti aktuāla ir prasība mazāk par 20ppm skābekļa atlikuma pie metinājuma šuves. Prasības metinājuma krāsai ir atkarīgas no tā, kur tiks izmantota katra atsevišķā detaļa.
Lai aizsargātu metinājuma šuvi, aizsarggāzi pievada metinājuma vietai smalkās caurulēs. Šeit būtu svarīgi saskaņot ievadvietas. Lielāku cauruļu gadījumā tiek izmantotas ierīces, kas aizsarggāzi pievada tieši pie metinājuma šuves. Svarīgi, lai gāze tiktu pievadīta pietiekami ilgu laiku pirms procesa sākuma.
Veidošanu var izmantot arī, metinot neleģētu tēraudu vai alumīniju, kā arī lodējot vara caurules.
1 -Papildu izplūdes nodrošina ātru gāzes ierīces formēšanas tīrīšanu un veicina spiediena izlīdzināšanas procesu. 2 – Sagatavei pievada aizsarggāzi (piemēram, argona/slāpekļa/ūdeņraža maisījumu). 3 – Formēšanas gāzes ierīce izraisa lamināru gāzes formēšanas plūsmu, kas izspiež skābekli jau pirms metināšanas procesa. 4 – Aizsarggāze atvieglo metināšanas procesu un aizsargā metināšanas vietu no ārpuses. 5 – Tiek saglabāta izturība pret koroziju, piemēram, izturīgam CrNi tēraudam.
ELME MESSER GAAS RISINĀJUMI
Kā formējošo gāzi parasti izmanto slāpekļa/ūdeņraža maisījumus. Ūdeņraža komponents nodrošina lielāku aizsardzību pret atlikušo skābekli. Tomēr augstas kvalitātes formēšana prasa ļoti zemu ūdeņraža saturu.
Ieguvumi:
Šuves saknes aizsardzība
Kausējums nereaģē ar gaisa sastāvdaļām
Saknes pusē neveidojās krāsas izmaiņas vai izdedži
Labāka izturība pret koroziju CrNi-tēraudiem un niķeļa sakausējumiem
Izmantojot plazmas metināšanu, pastāv atšķirība starp metināšanu ar pārsūtītu un nepārsūtītu loku
Plazmas loka metināšana
PROCESA APRAKSTS
Plazmas metināšana ir līdzīga TIG metināšanai. Izmantojot plazmas metināšanu, pastāv atšķirība starp metināšanu ar pārsūtītu un nepārsūtītu loku Nepārnestais loks deg starp elektrodu degļa vidū un gredzena elektrodu. Pārnestais loks deg starp TIG elektrodu un detaļu. Šo loku slēpj šaura gāzes sprausla, un to ierobežo mazais atveres šķērsgriezums un lielais gāzes izplūdes ātrums.
Plazmas metināšana atšķiras no TIG metināšanas ar loku, kuru ierobežo ar ūdeni atdzesēta sprausla. Loks parādās no sprauslas kā plazmas stars ar augstu temperatūru un jaudas blīvumu. Plazmas metināšanu galvenokārt izmanto lokšņu sadures šuvēm un caurulēm.
ELME MESSER GAAS RISINĀJUMI
Aizsarggāzes apvalks ieskauj plazmas staru un aizsargā kausējumu no apkārtējā gaisa ietekmes. Kā plazmas gāzi ap elektrodu parasti izmanto argonu.
Lāzera metināšana ir salīdzinoši jauns detaļu savienošanas veids, kurā kā siltuma avotu izmanto fokusētu lāzera staru.
LĀZERMETINĀŠANA
PROCESA APRAKSTS
Lāzera metināšana ir salīdzinoši jauns detaļu savienošanas veids, kurā kā siltuma avotu izmanto fokusētu lāzera staru. Lāzera stara augstais enerģijas blīvums noved pie šauras un dziļas iespiešanās ar lielu metināšanas ātrumu un nelielu siltuma pievadi un deformāciju.
Bezkontakta darbība nodrošina gandrīz bez nodiluma darbarīku. Lāzera metināšana tiek izmantota gandrīz visiem metāla celtniecības materiāliem. Atkarībā no enerģijas blīvuma pastāv atšķirība starp siltumvadītspēju un metinājuma dziļumu. Par staru avotiem tiek izmantoti oglekļa dioksīda, cietvielu vai diožu lāzeri.
ELME MESSER GAAS RISINĀJUMI
Izmantojot lāzeru nedrīkst aizmirst par aizsarggāzi. Atkarībā no materiāla un detaļas bieži izmanto aizsarggāzu maisījumus. Materiālu dažādības dēļ kā populāra izvēle ir parādījušies maisījumi ar dažādiem papildu komponentiem.
ELME MESSER GAAS piegādā gāzes un mūsu zināšanas jūsu prasībām
Priekšrocības
Ekonomiski izdevīga ir tīra hēlija aizvietošana ar gāzu maisījumiem, ja necieš metināšanas kvalitāte un procesa drošība. Mēs būsim priecīgi palīdzēt jums piemeklēt piemērotākos risinājumus.
Metāla lodēšana aizsarggāzes vidē ir līdzīga MAG metināšanai. Bezgalīgs stieples elektrods - lodmetāls - ar stieples konveijeru tiek padots lokam un izkausēts zem aizsarggāzes apvalka.
CIETLODĒŠANA
PROCESA APRAKSTS
Metāla lodēšana aizsarggāzes vidē ir līdzīga MAG metināšanai. Bezgalīgs stieples elektrods – lodmetāls – ar stieples konveijeru tiek padots lokam un izkausēts zem aizsarggāzes apvalka. Atkarībā no sastāva, aizsarggāzēm ir dažādas īpašības, un tāpēc arī atšķirīga ietekme uz lodēšanas rezultātu. Pareiza parametru izvēle – strāva, spriegums, stieples padeve – novērš pievienojamo sastāvdaļu virsmu kušanu. Tiek izveidots savienojums, līdzīgs savienojumam kas veidojas liesmas lodēšanā. Kā lodēšanas materiālu bieži izmanto:
Nosaukums
Kušanas diapazons
[°C]
Ražība
[N/mm²]
Stiepes izturība
[N/mm²]
Iespiešanās
[%]
CuSi3
900 – 1025
250>120
340 – 460
40-46
CuAl8
1030 – 1040
180
380 – 450
40
CuAl8Ni2
1030 – 1050
290
530 – 590
>30
CuAl5Mn1Ni1
1043 – 1074
–
430
35
ELME MESSER GAAS RISINĀJUMI
Messer piedāvā aizsarggāzes MSG lodēšanai. Tās parasti ir inertās gāzes, piemēram, argons un hēlijs vai to maisījumi. Izmantošanai ar zemu aktīvās gāzes līmeni
Pievienojamo metālu savienojuma vietā karsē līdz kušanas temperatūrai, izmantojot degšanas gāzes/skābekļa liesmu.
AUTOGĒNA METINĀŠANA
PROCESA APRAKSTS
Manuāla autogēnā metināšana ir viens no senākajiem savienošanas procesiem. Pievienojamo metālu savienojuma vietā karsē līdz kušanas temperatūrai, izmantojot degšanas gāzes/skābekļa liesmu. Metināšanas pildvielas (metināšanas stieples) pievienošana sakausē savienojamās detaļas un veidojas materiāla saite. Šis process joprojām ir populārs būvniecībā un apkopē.
ELME MESSER GAAS RISINĀJUMI
Metināšanas liesmu viedo degšanas gāze un skābeklis. Kā degšanas gāzi parasti lieto acetilēnu.
Ieguvumi:
Zema plaisāšana
Maz priekšnosacījumu metināšanas vietas sagatavošanai
Process nav atkarīgs no atrašanās vietas (piemērots būvlaukumiem)
Liesmas lodēšanas laikā tiek izmantota degšanas gāzes/skābekļa liesma. Atšķirībā no gāzes metināšanas, savienojamo detaļu virsma nav izkususi, bet tiek uzkarsēta tikai nedaudz virs pildvielas kušanas temperatūras.
LIESMAS LODĒŠANA
PROCESA APRAKSTS
Liesmas lodēšanas laikā tiek izmantota degšanas gāzes/skābekļa liesma. Atšķirībā no gāzes metināšanas, savienojamo detaļu virsma nav izkususi, bet tiek uzkarsēta tikai nedaudz virs pildvielas kušanas temperatūras. Pildvielu, kas parasti ir stieple, pievieno nepārtraukti karsējot un izkausējot. Jāsaglabā neliela plaisa starp detaļām, kurā varētu ieplūst pildviela (kapilārā iedarbība). Plūstošs materiāls uzlabo mitrināšanu starp detaļām un pildvielu.
Atkarībā no darba temperatūras pastāv atšķirība starp mīksto, cieto un augsttemperatūras lodēšanu.
ELME MESSER GAAS RISINĀJUMI
Lodēšanas liesmu veido skābeklis un degošā gāze. Mūsu speciālisti ar prieku jums palīdzēs izvēlēties pareizo degošo gāzi.
Ieguvumi:
Process nav atkarīgs no atrašanās vietas (piemērots būvlaukumiem)
Mūsdienu procesus metālu piedevu ražošanā var klasificēt pēc materiālu padeves un enerģijas avota
3D-DRUKA
PROCESA APRAKSTS
Mūsdienās papidus ražošanas procesus metāliem var klasificēt pēc materiālu padeves un enerģijas avota:
Enerģijas avots
Materiālu plūsma
Lāzera stars
Elektronu staru kūlis
Loks / Plazmas stars
Pulvera tvertne
Pulvera izsmidzināšana
Stieples padeve
Pildviela
Sodien visbiežāk strādā ar pulvera tvertni. Šajā gadījumā pulvera slāņi tiek ģenerēti pēc kārtas komponentas izkūst slāņos. Kā enerģijas avotu var izmantot lāzera vai elektronu staru kūli. Līdz ar to šo procesu sauc par LBM (lāzera staru kausēšanu) vai EBM (elektronu staru kausēšana).
Pulvera izsmidzināšana
Pulvera izsmidzināšanai ir nepieciešama nesējgāze, tāpēc nav iespējama elektronu stara izmantošana par enerģijas avotu. Pulvera izsmidzināšana ar lāzera staru jau tiek izmantota 3D-drukā ar nosaukumu LMD (Lāzera metāla depozīcija).
Loka izmantošana plazmas staru formā daudzus gadus ir pazīstama kā plazmas pulvera nogulsnēšanās metināšanas pārklājuma jomā. Ir arī centieni 3D drukā izmantot šo procesu.
Stieples padeve
3D-drukas procesus ar stiepļu padevi var izmantot ar visiem minētajiem enerģijas avotiem. Tomēr līdz šim šīs metodes ir reti izmantotas rūpnieciskajā ražošanā.
ELME MESSER GAAS RISINĀJUMI
Messer piedāvā aizsarggāzes 3D drukai. Gāzes izvēle galvenokārt ir atkarīga no drukājamā materiāla.
Materiāls
Piemērotas sastāvdaļas aizsarggāzu maisījumam
Titāns
Argons, Hēlijs
Alumīnijs
Argons, Hēlijs, Slāpeklis
Austenīta tērauds, Niķelis
Argons, Hēlijs, Slāpeklis, Ūdeņradis
Ferīta tērauds
Argons, Hēlijs, Slāpeklis
Papildus informācija pieejama pēc pieprasījuma.
Ieguvumi:
Piemērots mazām partijām un prototipu būvēm
Sarežģītas detaļas var rentabli apstrādāt mazās partijās